
Die LUM Technologien
Unsere Technologien im Detail
Die ganze Probe zeitgleich über die gesamte Probenlänge
STEP-Technology®
Im Herzen eines jeden Instruments liegt die patentierte STEP-Technologie (Orts- und zeitaufgelöste Extinktionsprofile = Space- and Time-resolved Extinction Profiles). Es ist die einzige Technologie, die es Ihnen erlaubt, Ihre Probe zeitgleich über die gesamte Probenlänge zu messen.
Videobeispiele
Polydisperse Aufrahmungsprofile
Polydisperse Sedimentationsprofile
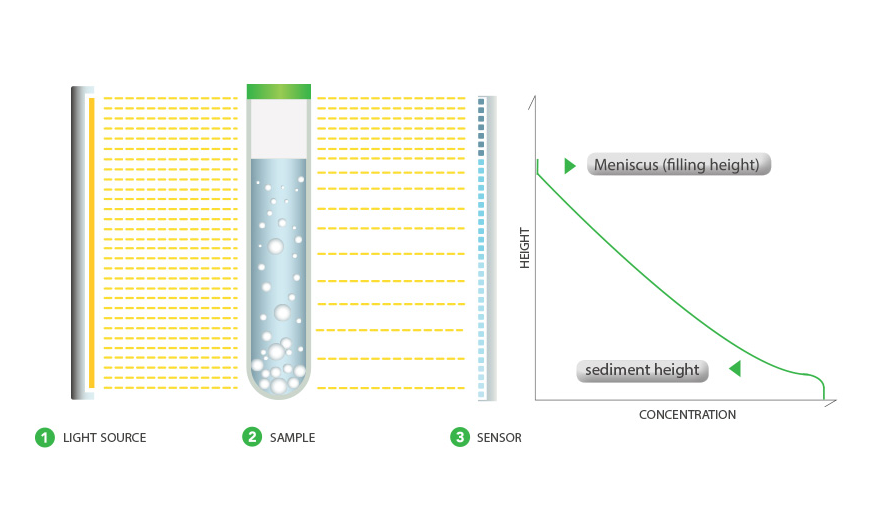
Grundlegendes Schema
Anwendung im LUMiReader PSA

Bis zu 12 verschiedene Proben
Die STEP-Technology® im Detail
STEP-Technologie ermöglicht die Aufnahme orts- und zeitaufgelöster Extinktionsprofile (Space- and Time-resolved Extinction Profiles), welche für die gesamte Probenlänge simultan für bis zu 12 verschiedene Proben gleichzeitig erhalten werden.
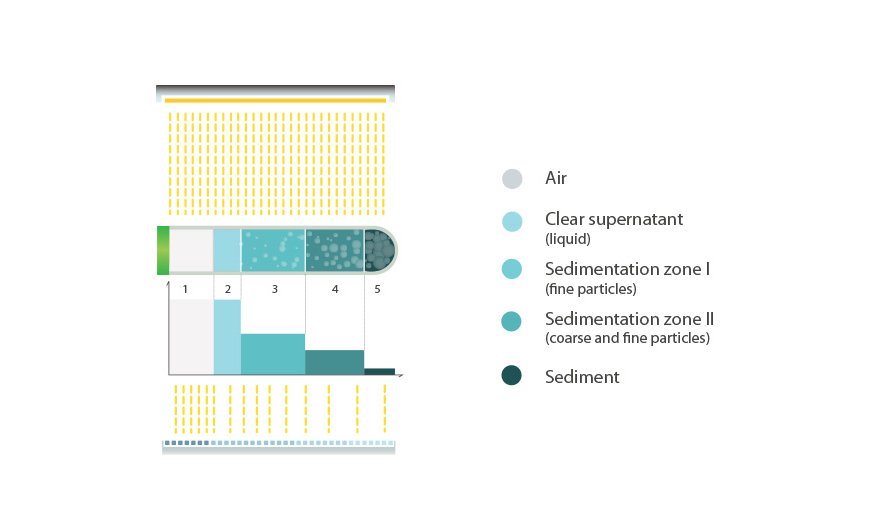
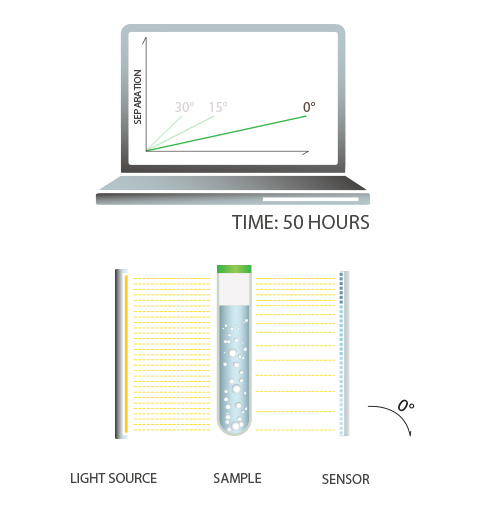
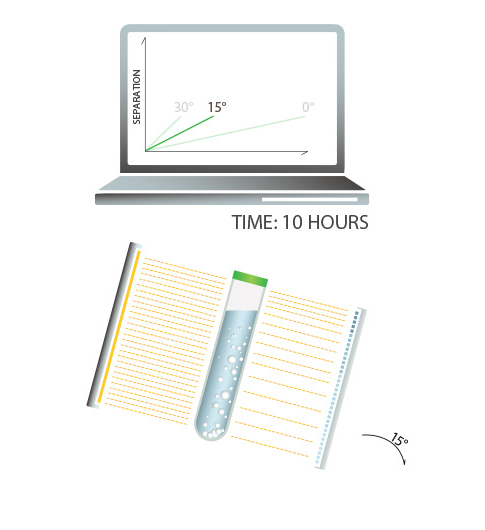
Paralleles Licht (I0) bestrahlt die gesamte Probe in der Messzelle, das transmittierte Licht I wird von tausenden Sensoren in linearer Anordnung über den gesamten Probenbereich vom Boden bis zur Füllhöhe mit mikroskaliger Auflösung detektiert. Die Transmission wird in die Extinktion umgerechnet (lg I/I0), die Partikelkonzentration kann berechnet werden. Die einzigartige STEP-Technologie bietet eine hohe Flexibilität durch eine Vielzahl unterschiedlicher Messzellen für unterschiedliche Probeneigenschaften. Die Ausgabe in der umfassenden Software SEPView ist datenbankbasiert. Sie ermöglicht u.a. die Anpassung der Lichtintensität je nach Probentrübung. Die Transmissionsprofile werden im einstellbaren Intervall von einer Sekunde bis Stunden gemessen und fortlaufend auf dem Monitor angezeigt.
Die Speicherung der Transmissionswerte erfolgt automatisch zusammen mit den aktuellen Geräte- und Kalibrierdaten in einer speziell entwickelten Datenbank. Die programmierbare Variation der Zentrifugengeschwindigkeit zwischen 200 rpm und 4000 rpm während der Messung ermöglicht die umfassende Untersuchung einfacher und komplexer Entmischungsphänomene. Die o.g. rpm-Werte entsprechen relativen Zentrifugalkräften (relative centrifugal force RCF = Zentrifugalbeschleunigung / Erdanziehung) von 5 bis 2300 am Boden der Messzelle. Die eingebaute Temperaturkontrolle erfüllt die Anforderungen aktueller und zukünftiger Applikationen. Der Verlauf der Transmissionsprofile enthält die komplette Information über die Kinetik aller Konzentrationsänderungen in der Dispersion, welche auf Aufrahmung, Sedimentation, Flockulation, Koaleszenz oder Phasenseparation zurückzuführen sind.
Auf der Grundlage der erhaltenen orts- und zeitaufgelösten Extinktionsprofile werden die Entmischungsphänomene quantifiziert hinsichtlich Aufklarungsgeschwindigkeit, Sedimentations- und Flotationsgeschwindigkeit der Partikel, Resttrübung, separiertes Phasenvolumen (Flüssigkeit oder Feststoff), Sedimentkonsolidierung oder Entwässerbarkeit.
Desweiteren werden umfassende Informationen über die Multimodalität oder Polydispersität der dispergierten Partikel erhalten.
Die Entscheidung liegt bei Ihnen
Ob für Forschung und Entwicklung, Qualitätskontrolle oder Produktoptimierung: Mit der LUMiSeries sind Sie Ihrer Konkurrenz um Lichtjahre voraus.
Eine neue absolute Multi-Proben-Messtechnik
CAT-Technology
Für die Materialprüfung haben wir die Zentrifugal-Festigkeits-Prüftechnik (Centrifugal Adhesion Testing Technology = CAT-Technologie) entwickelt. Sie dient der umfassenden Ermittlung von Kleb-, Haft- und Verbundfestigkeiten.
Zur Bestimmung werden Zentrifugalkräfte einsetzt, um mehrere Proben gleichzeitig zu testen. Damit wird es möglich, die Kleb- und Haftfestigkeit als eine absolute physikalische Größe in N/mm² zu bestimmen.
Der LUMiFrac erreicht dies durch die direkte Anwendung der schrittweise zunehmenden Zentrifugalkraft am Prüfkörper, der getestet wird. Mit hoher Auflösung wird der Moment des Bruchbildes detektiert.
Das Prinzip der CAT-Technologie ist so einfach wie genial: Zentrifugalkraft wird auf bis zu 8 Prüfkörper angewendet. Die Lasterhöhung wird durch eine Variation der Rotordrehzahl programmiert. Wenn die aufgebrachte Last die Zugfestigkeit des Probenanordnung überschreitet, ändert der Prüfstempel seine Position innerhalb einer Führungshülse.
Die Ablösung der Prüfstempel (zum Zeitpunkt der Ablösung) wird automatisch erkannt und ein positionskodiertes IR-Signal aus dem drehenden Rotor gesendet und überträgt die aktuelle Rotordrehzahl, als auch die bis zum Bruch vergangene Zeit.
Die zum Zeitpunkt des Bruchs aufgewendete Kraft und die Zugfestigkeit wird berechnet und an die Software SEPView übertragen und kann nun ausgewertet werden.
Effektive Größenbestimmung und Zählung von
Einzelpartikeln vom Nano- bis Mikrobereich
SPLS-Technology®
Die Einzelpartikel-Streulicht-Technologie (Single Particle Light-Scattering, SPLS) detektiert und analysiert das in verschiedene Richtungen gestreute Licht von einzelnen Nano- und Mikropartikeln, die einen stark fokussierten Laserstrahl mit nichtsphärischem Querschnitt passieren. Benutzt wird SPLS im LUMiSpoc® Einzelpartikelzähler.
Die Anordnung einzelner Partikel in einer Reihe wird durch hydrodynamische Fokussierung in einer optischen Durchflusszelle erreicht. Durch eine Druckdifferenz entstehen ein auf wenige µm eingeengter zentraler Probenstrom und ein umgebender Hüllstrom. Der Hüllstrom erzeugt eine Art flüssige Barriere für den Probenstrom und verhindert mechanische Verstopfungen. Der Querschnitt des Probenstroms kann dynamisch variiert werden (um den Faktor 35), ohne dass mechanische Teile verändert werden, Damit können die Strömungsbedingungen an die Probenkonzentration angepasst und Impulskoinzidenzien vermieden werden.
Wenn ein Partikel den Fokus des Laserstrahls durchquert, wird das Licht in alle Richtungen gestreut und die Vorwärts- und Seitwärtsstreuung wird gleichzeitig mit zwei PMTs aufgezeichnet und nach Verstärkung und Digitalisierung in Echtzeit analysiert.
Die für einzelne Partikel erhaltenen Streulichtintensitäten, werden in bis zu 3,2 x 106 Kanälen sortiert und als hochaufgelöstes Anzahlverteilungshistogramm auf dem Touchscreen dargestellt. Die klassifizierten Intensitäten werden nach der Theorie von Mie in Partikelgrößenverteilungsdichte umgerechnet. Messung, Datenspeicherung und Analyse erfolgen über die Softwareplattform SEPView®.
Ein großer Vorteil ist die gleichzeitige Bestimmung der Partikelkonzentration für jede identifizierte Größenfraktion.
Die SPLS-Technology ermöglicht Ihnen einen umfassenden Einblick in komplexe Nano- und Submikroteilchensysteme, mit dessen Hilfe Sie maßgeschneiderte Partikel und Dispersionen entwickeln und kontrollieren können.
Schnelle und genaue Bewertung von Produkteigenschaften
MRS-Technology®
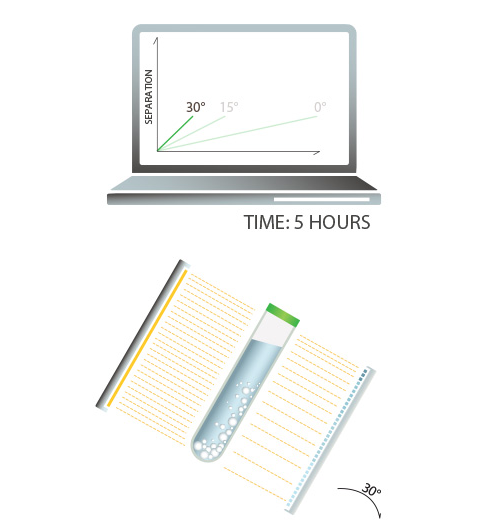
Jedes Produkt zeigt unterschiedliche Reflexionsgrade und Streuungen für das angelegte einfallende Lichtspektrum. Es hat einen eigenen optischen Fingerabdruck, der von der Probenzusammensetzung (Bestandteile, Konzentration) abhängt.
Grundlegendes Schema
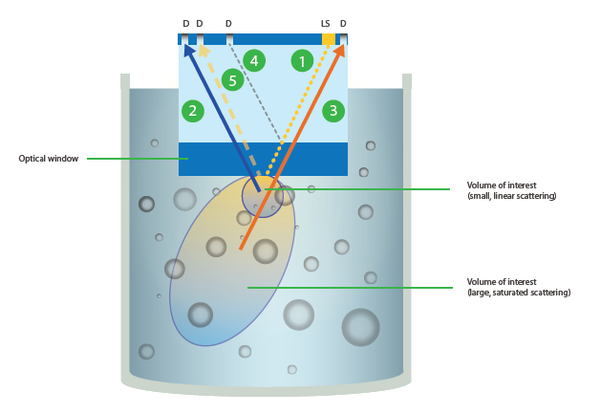
Einfallendes Licht (1) von einer Multiwellenlängenquelle (Light Source = LS) beleuchtet ein kleines oder großes Volumen der Probe. Empfangene Streulichtintensitäten (2, 3) aus verschiedenen Probenbereichen werden von unterschiedlich lokalisierten Detektoren (D) aufgezeichnet, um das Produkt zu charakterisieren. Reflexionsintensitäten im oberen und unteren Teil des Sensorfensters (4, 5) werden als Referenz verwendet.
Der optische Fingerabdruck
Die MRS-Technology® im Detail
Die MRS-Technology® (Multi Reflectance Spectroscopy) quantifiziert diese Fingerabdrücke, indem die Probe durch ein optisches Fenster bei verschiedenen Wellenlängen beleuchtet wird und für jede Wellenlänge mehrere produktspezifische Intensitäten erfasst und aufzeichnet. Genutzt wird die Technologie im LUMiFlector® Prozessüberwachungs- und Qualitätskontrollmessgerät.
Einfallendes Licht mit mehreren Wellenlängen (> 20) im Bereich von UV-VIS-NIR (kann angepasst werden) wird durch optische Fasern und das optische Fenster in die Probe übertragen. Die Detektoren sind so positioniert, dass sie die reflektierten und gestreuten Signale, die aus verschiedenen Bereichen der Probe stammen, aus einem kurzen Messvorgang erhalten. Auf diese Weise werden lineare Streuung (kleines Probenvolumen, siehe Schema), gesättigte Streuung (großes Probenvolumen, siehe Schema) sowie die Intensität des gebrochenen Lichtes erhalten. Diese umfassenden Daten ermöglichen es, die spezifischen optischen Eigenschaften des gemessenen Produkts zu bestimmen.
Darüber hinaus werden Produktparameter wie Fett- oder Proteingehalt vom Instrument automatisch auf der Grundlage einer produktspezifischen Vorkalibrierung mit multivariaten statistischen Methoden (multilineare Regression) berechnet.

Individuelle Beratung ist uns wichtig
Gerne beraten wir Sie zu unseren Geräten, Verfahren und Technologien.
LUM News
Jobs, Berichte & Events
 Weltweit im Einsatz für präzise Analysetechnik!
Weltweit im Einsatz für präzise Analysetechnik!
